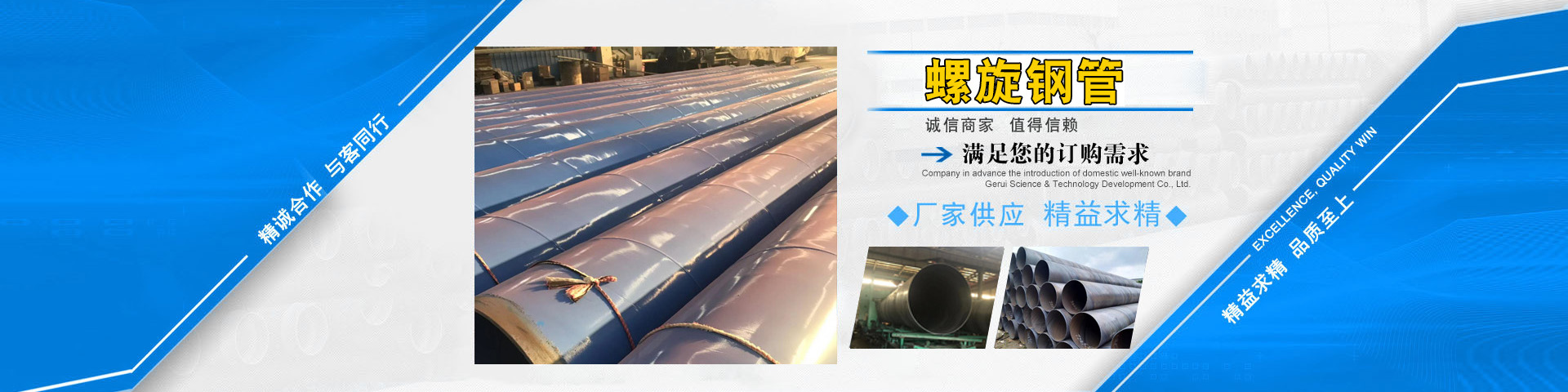
抚州专业制造螺旋管规格表
抚州螺旋管知识螺旋钢管电阻对焊的过程分析介绍<br data-filtered="filtered" style="white-space: normal;"> 电阻对焊过程分为预压、加热、顶锻、维持和休止等程序。其中前三个程序参与电阻对焊接头的形成,后两个则是操作中的必要辅助程序。<br data-filtered="filtered" style="white-space: normal;"> 1.加热<br data-filtered="filtered" style="white-space: no…
抚州螺旋管知识
螺旋钢管电阻对焊的过程分析介绍
电阻对焊过程分为预压、加热、顶锻、维持和休止等程序。其中前三个程序参与电阻对焊接头的形成,后两个则是操作中的必要辅助程序。
1.加热
加热的目的是电阻对焊的主要阶段,在机械力与电阻热的综合作用下,接触点迅速加热变形,导致接触面积增加,最后扩展到整个结合面。从面接触电阻趋向于零。在热传导作用下端面温度渐趋均匀,而沿焊件端部纵深则形成一定的温度分布,电阻对焊时的温度分布曲线。同时在压力作用下焊件渐渐产生塑性变形而缩短。
2、预压
预压的目的是建立良好且分布均匀的物理接触点。为此,焊件的连接面及其电流导人的表面应很好地清理干净,其连接面平行度的误差应尽可能小些。以保证初始接触点尽可能均布。对某些旋转体对称截面的焊件进行焊前加工,这种加工有利于造成初始对称分布温度场,有利于温度较快地达到均匀分布。

抚州螺旋管简介
厚壁螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,带钢头尾对接,生产过程中,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制,内焊和外焊均采用进口肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范,使其质量更为牢靠。 螺旋钢管制造厂不断对生产工艺,检测设备进行技术改造,加强了对产品质量的控制,公司在“产品质量就是企业生命”的经营理念指导下,配备了各种科学、先进的检测设施:如在线超声波自动探伤仪、X射线工业电视、X射线实时成像系统、2000吨静水压试验机、万能材料试验机、夏比冲击试验机、碳硫分析仪等关键重要的检测设备。这些先进、精密的生产与检测设备从硬件上保证了产品质量,确保产品质量达到国际先进标准。
抚州螺旋管新闻
Q345B螺旋钢管加工量就逐渐被减少,并不是像其他钢管一样产能过剩供需矛盾,而是由于这种钢管在人们的生活中使用会有一些弊端,因此螺旋管在人们生活中的需求量减少了,主要原因是螺旋管的卫生级别不够,由于组织结构性能等方面还不是很完善,在使用时间长了以后会出现生锈的状况,特别是管道内壁里的锈垢会污染水源,还会加速管道的腐蚀程度,增加水里的重金属含量,不管是人们使用的洗澡水还是直接入口的饮用水,都会直接影响人们的身体健康。 GB/T9711螺旋焊管的详细注解
9711标准螺旋焊管也称之为国标螺旋钢管。9711标准螺旋钢管一般需要进行定做加工,钢管厂不存现货,现货一般为5037标准的螺旋钢管。
9711标准螺旋钢管持久强度主要是看在高温条件下,经过规定时间发生断裂时的应力称为持久强度。通常所指的持久强度,是在一定的温度条件下,试样经5到10小时后的裂纹程度。经常使用的材质有Q195L,Q195硅,10#,20#,L245,Q345B(16Mn),Q345c,S290(X42),S360(X52),L290,L360,X60等。
|